









Adresse :
No.233-3, route Yangchenghu, parc industriel de Xixiashu, district de Xinbei, ville de Changzhou, province du Jiangsu





| Non. | Diamètre D | Longueur rée la flûte LC | Longueur totale L | Diamètre de la tige d | Nombre de lames F |
| NNB-4T-D4 | 4 | 12 | 50 | 4 | 4 |
| NNB-4T-D4 | 4 | 12 | 50 | 4 | 4 |
| NNB-4T-D5 | 5 | 13 | 50 | 6 | 4 |
| NNB-4T-D6 | 6 | 18 | 50 | 6 | 4 |
| NNB-4T-D7 | 7 | 20 | 60 | 8 | 4 |
| NNB-4T-D8 | 8 | 24 | 60 | 8 | 4 |
| NNB-4T-D9 | 9 | 25 | 75 | 10 | 4 |
| NNB-4T-D10 | 10 | 30 | 75 | 10 | 4 |
| NNB-4T-D11 | 11 | 30 | 75 | 12 | 4 |
| NNB-4T-D12 | 12 | 30 | 75 | 12 | 4 |
| NNB-4T-D14 | 14 | 35 | 100 | 14 | 4 |
| NNB-4T-D16 | 16 | 45 | 100 | 16 | 4 |
| NNB-4T-D18 | 18 | 45 | 100 | 18 | 4 |
| NNB-4T-D20 | 20 | 50 | 100 | 20 | 4 |
| Matériaux traités | Fonte, acier au carbone, acier allié ~30HRC | Acier inoxydable | Acier pré-trempé, acier trempé et revenu ~40HRC | Acier pré-trempé, acier trempé et revenu ~50HRC | Acier trempé ~55HRC | |||||
| Diamètre (mm) | Vitesse de rotation (min⁻¹) | Vitesse d'alimentation (mm/min) | Vitesse de rotation (min⁻¹) | Vitesse d'alimentation (mm/min) | Vitesse de rotation (min⁻¹) | Vitesse d'alimentation (mm/min) | Vitesse de rotation (min⁻¹) | Vitesse d'alimentation (mm/min) | Vitesse de rotation (min⁻¹) | Vitesse d'alimentation (mm/min) |
| 3 | 15900 | 1220 | 8500 | 180 | 13270 | 950 | 10600 | 630 | 7430 | 360 |
| 4 | 11900 | 1260 | 6370 | 190 | 9950 | 970 | 8000 | 645 | 570 | 370 |
| 5 | 9500 | 1350 | 5060 | 190 | 7960 | 1010 | 6400 | 675 | 4460 | 390 |
| 6 | 7900 | 1330 | 4250 | 210 | 6630 | 1030 | 5300 | 690 | 3710 | 390 |
| 8 | 5900 | 1330 | 3180 | 210 | 4970 | 1020 | 4000 | 680 | 2785 | 405 |
| 10 | 4700 | 1310 | 2550 | 210 | 3980 | 1010 | 3200 | 675 | 2230 | 375 |
| 12 | 4000 | 1310 | 2120 | 210 | 3310 | 1010 | 2650 | 675 | 1855 | 375 |
| 14 | 3400 | 1220 | 1820 | 180 | 2840 | 945 | 2300 | 630 | 1590 | 360 |
| 16 | 3000 | 1220 | 1590 | 180 | 2480 | 945 | 2000 | 630 | 1390 | 360 |
| 18 | 2600 | 1200 | 1410 | 160 | 2210 | 930 | 1800 | 620 | 1240 | 350 |
| 20 | 2400 | 1200 | 1270 | 160 | 1990 | 930 | 1600 | 620 | 1115 | 350 |
| Profondeur de coupe maximale | 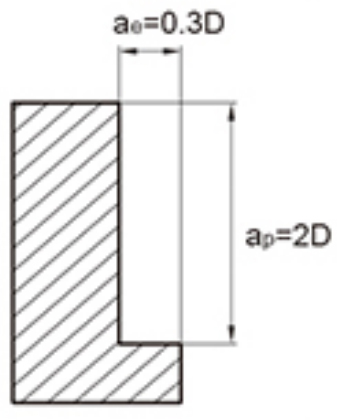 | 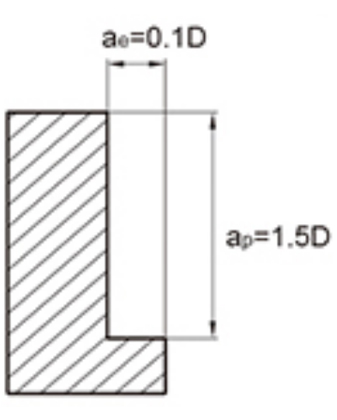 | ||||||||
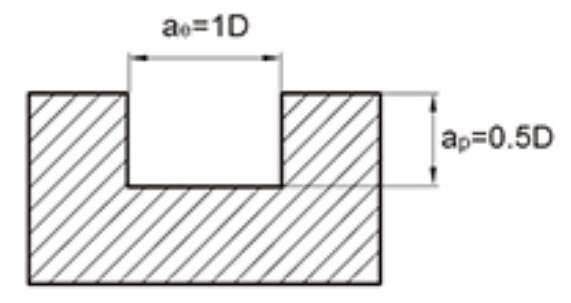 | 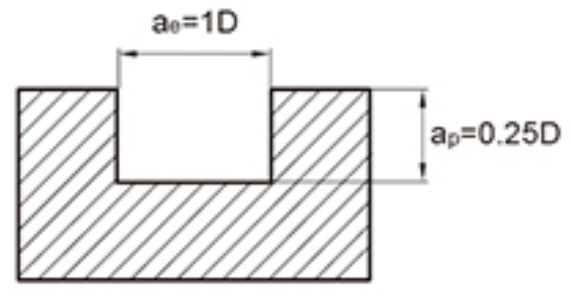 | |||||||||
1. Le tableau ci-dessus montre les valeurs standard pour l'usinage de fraisage latéral. Lors de la découpe de rainures avec l'outil, la vitesse doit être comprise entre 60 % et 80 % du tableau ci-dessus et la vitesse d'avance doit être basée sur 50 % à 70 % comme norme.
2. Veuillez utiliser des machines-outils et des porte-outils de haute précision.
3. Veuillez utiliser un liquide de refroidissement par air ou de coupe qui est moins susceptible de produire de la fumée.
4. Il est recommandé d'utiliser le fraisage séquentiel pour le fraisage latéral.
5. Lorsque l'installation des machines-outils et des pièces est mauvaise, des vibrations et des bruits anormaux peuvent se produire. Dans ce cas, la vitesse et l'avance indiquées dans le tableau ci-dessus doivent être réduites d'année en année.
6. Minimisez autant que possible le porte-à-faux de l'outil sans interférence.
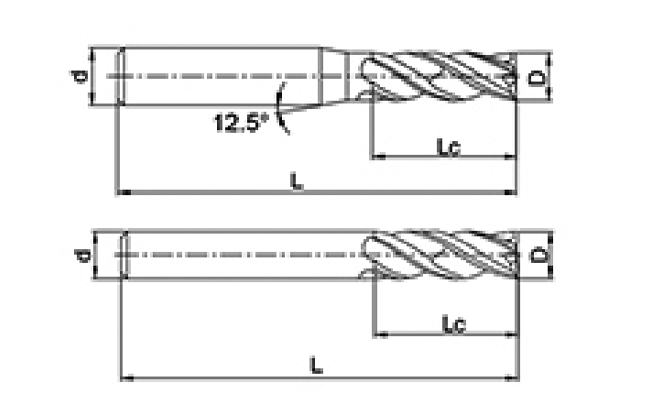
| Série ré'outils | réiamètre | R.ayon | R.ayon de coin | Longueur de la flûte | Longueur efficace | Longueur totale | réiamètre de la tige | |||
| D | R | CR | LC | L1 | L | d | ||||
| Fraises en carbure NNB pour l'usinage de l'acier inoxydable | D0,5 ~ D3,5 | 0 -0,012 | R0,5 ~ R1,75 | /-0,005 | CR0,2 ~ CR0,5 | /-0,005 | 0 0.5 | 0 0.5 | 0.5 -0,5 | h5 |
| D4.0 ~ D10.0 | 0 -0,015 | R2.0 ~ R5.0 | /-0,008 | CR1.0 ~ CR5.0 | /-0,008 | |||||
| D12.0 ~ D20.0 | 0 -0,018 | R6.0 ~ R10.0 | /-0.01 | |||||||
La série de fraises en bout à 4 dents à pas inégal pour l'usinage de l'acier inoxydable (NNB-4T) offre une large gamme de spécifications, avec des diamètres de fraise allant de 4 mm à 20 mm, couvrant diverses combinaisons pour répondre aux différents besoins d'usinage. Que ce soit pour un usinage de petite précision ou une découpe à grande échelle, il est possible de trouver le modèle approprié, avec des configurations flexibles pour s'adapter à différents scénarios d'application.
Doté d'une conception à pas de dent inégal, il réduit efficacement les vibrations de coupe et améliore la stabilité de l'usinage. La conception à fond plat garantit un usinage de haute précision de la surface inférieure tout en optimisant les performances d'élimination des copeaux, permettant à l'outil de rester affûté et durable pendant un traitement efficace.
Fabriqué à partir d'un matériau anti-écaillage de 0,5 μm de haute ténacité et combiné à un angle de spirale de 38°/41°, le processus de coupe devient plus fluide, réduisant la résistance de coupe et prolongeant la durée de vie de l'outil. Le revêtement haute performance spécifique à l'acier inoxydable améliore la résistance à l'usure et à l'oxydation, maintenant ainsi des performances efficaces même lors d'un usinage prolongé.
Optimisé pour l'usinage de l'acier inoxydable, il convient aux matériaux comme le SUS304, 316 et 316L. De plus, il présente une excellente adaptabilité aux aciers pré-trempés (35-45HRC), aux aciers trempés (45-55HRC) et aux alliages de titane (Ti-6Al-4V), garantissant une coupe de haute qualité sur une variété de matériaux à haute résistance.
Création de l'entreprise
Employés

Changzhou Maton Tools Co., Ltd. est située dans la région économiquement développée du delta du fleuve Yangtze. L'usine est située dans la zone de développement de haute technologie de Xixiashu, une ville réputée pour ses outils en Chine. Nous sommes Fraise en bout à pas de dent inégal à 4 cannelures pour l'usinage de l'acier inoxydable Fournisseurs.
Magotantools adopte le système de qualité ISO9001 comme norme, sous la direction de la philosophie d'entreprise « zéro défaut dans les produits » et « zéro distance dans le service », basée sur l'esprit d'« intégrité », d'« unité » et d'« exploitation », et suit un style de gestion d'entreprise juste et équitable. La production utilise des centres de rectification et d'usinage CNC à cinq et six axes provenant d'Allemagne, de Suisse, du Japon, etc., et est équipée d'équipements de test de haute précision provenant d'Allemagne, du Japon et de Chine, afin de répondre aux besoins de production en termes de qualité et de quantité.
L'entreprise développe continuellement divers outils CNC haute performance et a remporté plusieurs prix nationaux. Professionnel Fraise en bout à pas de dent inégal à 4 cannelures pour l'usinage de l'acier inoxydable UsineAvec plus de 10 brevets, les produits de l'entreprise sont principalement utilisés dans l'industrie de la défense, l'aérospatiale, l'automobile, les produits électroniques et les moules, entre autres.
Les différents produits de l'entreprise sont reconnus et appréciés par des entreprises nationales de renom. Grâce à une technologie illimitée, une créativité sans fin et la recherche de l'excellence, Magotan Tools écrira la prospérité et les rêves de demain avec une confiance extraordinaire et une qualité supérieure.
Nous vous répondrons dans les 12 heures suivant la réception de votre demande en semaine.
Nous sommes fabricants, nous produisons et vendons nous-mêmes.
Nous produisons principalement des fraises en acier au tungstène, des forets et d'autres outils en carbure. Professionnel Fraise en bout à pas de dent inégal à 4 cannelures pour l'usinage de l'acier inoxydable Fournisseurs.
Nos produits couvrent presque toute l'industrie des moules, l'industrie de la défense, l'aérospatiale, l'automobile, les produits électroniques et d'autres domaines.
Oui, nous nous concentrons principalement sur les produits personnalisés. Nous développons et produisons des produits à partir des dessins ou des échantillons fournis par les clients. Sur mesure Fraise en bout à pas de dent inégal à 4 cannelures pour l'usinage de l'acier inoxydable.
Nous disposons de plus de 30 machines WALTER (Allemagne), Makino (Japon), ROLLMATIC (Suisse) et TTB (Suisse), avec un chiffre d'affaires annuel de 80 millions de RMB. Nous sommes Fraise en bout à pas de dent inégal à 4 cannelures pour l'usinage de l'acier inoxydable Usine
Tout d'abord, après chaque étape du processus, nous effectuons des contrôles correspondants. Pour le produit final, nous effectuons un contrôle complet à 100 % conformément aux exigences du client et aux normes internationales ;
Ensuite, nous disposons d'équipements de test de pointe et complets, tels que des analyseurs de spectre, des microscopes métallographiques, etc., qui garantissent la stabilité et la cohérence des outils de coupe, tout en répondant aux exigences de haute précision des clients en matière de tests d'outils de coupe.
Lors de l'établissement du devis, nous confirmerons avec vous le mode de transaction : FOB, CIF, CNF ou autres options. Pour les commandes en gros, nous demandons généralement un acompte de 30 %, puis le solde est payé à la présentation du connaissement. Nous utilisons principalement le virement bancaire (T/T), mais la lettre de crédit (L/C) est également acceptée.
Nous sommes Fraise en bout à pas de dent inégal à 4 cannelures pour l'usinage de l'acier inoxydable Fournisseurs En ChineNotre présence est mondiale, nous fournissons des produits et services de qualité à des clients du monde entier.

No.233-3, route Yangchenghu, parc industriel de Xixiashu, district de Xinbei, ville de Changzhou, province du Jiangsu

+86-18068566610

sales@magotan-tools.com
+86-18068566610
